ɰ����ĥ��һ�������ij��ֺ�,���������������ĥ��,���±�ĥ���ֵij�����������ϵ�ɰ�ֿ��ԡ�������λ��,�Ա�ʹɰ������ĥ�����ݵ�������ȷ���пڷ���,��֤��ĥ����ֵľ�������ﵽ5��,����,ɰ���Զ�����λ��ʹɰ�ֲ��ܵõ��������,������ɰ�u�ֵ�����������
ͨ��ʵ���֪,��ɰ�ֵ�ijһ�̶�λ��ĥ������,
�����ij������(�������ΪӰ��ĥ�ݾ��ȴﲻ�e��5���Ĺؼ���Ŀ)��ĥ�����ֵļ����ʡ�ͼ��ʾ�Ĺ��ɱ仯��
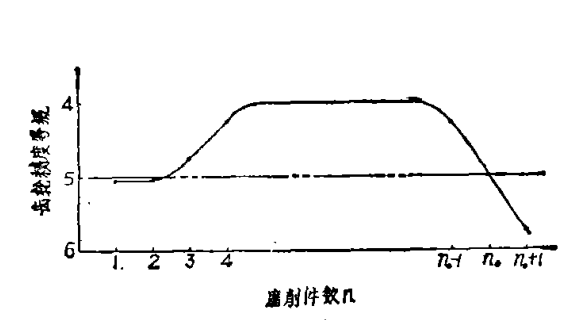
�����־���������仯�L���ɿ����ٽ�ĥ�����������ֶ�������λ,��ʹɰ�ֵ�ʹ���������ӡ����ֵij��ξ��ǶȲ�����5�����ٽ�ĥ��������С,��ӳ��ɰ��ĥ��Ŀ�����
����ĥ�������ͽ��ͳ�Ȧ��������,�ɴ�ؼ���ɰ�ֵ�ĥ��,����ٽ�ĥ���������������Ĵ�С�ͳ�Ȧ����������Ҫȡ����ĥ��ǰ���־����ȡ�
1�����ù���-�ݲ���Ƶ���(G48)-����(�ڿ�����)ĥ��-ĥ�ݵĹ���·����
���,ʹ��Y88���ݻ�,�ӹ����ij��־���Ϊ8�����ݲ���Ƶ���ʹ���־����½�,���樑ĥ��(���ݶ�Բ��M131W��������Բĥ����ĥ�ڿ�)��ʹ���־���ȼ����½�,����,ĥ��ǰ�ݡ��־���Ϊ9����
��˵�
����ģ��mΪ2~3.5mmʱ,ĥ������Ϊ�ڹ����߳�����0.18~0.20mm������ĥ�������ϴ�,�ҷ֡���������,���Ȧ�����������,���ɰ�ֺܿ��ĥ��,�ٽ�ơ�ĥ������ֻ��7~9����
Ϊ�����ĥ��ǰ���־���,�ɲ�ȡ���´�ʩ��
a��ʹ��YM3180E���ܹ��ݡ��,���ݾ��ȿɴ�6����
b��ѡ��������ȴ������ղ���,�ϸ���Ƣ��ȴ������Ρ�
c��ĥ�ڿ�����ͼ����ȦУ������Ͷ�������,ʹ���Dz�����7�����ȳ��ֳݡ�Ȧ���������ʲ�ֵ��2/3��

��ȡ���ϴ�ʩ��,ĥ��ǰ���־��ȿɴ��7������,ĥ�����������ģ��mΪ2~3.5mmʱ�ڹ����߳����Ͽɼ��ٵ�0,10~0.12mm,�ٽ�ĥ����������13~15����
2�����ù���-�ݲ���Ƶ���(G48)-����(�ڿ�����)ĥ��-��ĥ��-��ĥ�ݵĹ���·��
������ÿ��ͬһ�桹����ִ���400���Ľϴ�������ʱ,����ٽ�ĥ��������Ϊ��Ҫ��
ʹ�ñ�������ĥ�ݡ���,�����ξ�������,���ྫ����Ŀ����5�������ڲ����dz��ξ���,��ĥʱ���ٽ�ĥ��������49~53����
��ĥĿ������߳��ξ���,��ĥ����������ģ��mΪ2~3.5mmʱ�ڹ����߳�����ֻ��0.05~0.07mm,�ٽ�ĥ�������ɴ�33~35����
�˹��ա���������һ�ι���װ�еĹ���,�����ڦء��ܳ�ֵ�����ɰ��,����ɰ����������,���ڽϴ������ļӹ�,Ч��������
����˵�������ο��ˡ��⣬���в��㻶��ӭ���䡣